- 6500
- 产品价格:1500.00 元/个 起
- 发货地址:广东东莞长安 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:237077109公司编号:13701785
- 蒋小姐 销售 微信 13825747044
- 进入店铺 在线留言 QQ咨询 在线询价
波峰焊无铅专用保护剂 中山WSP锡熔液全面保护剂代理
- 相关产品:
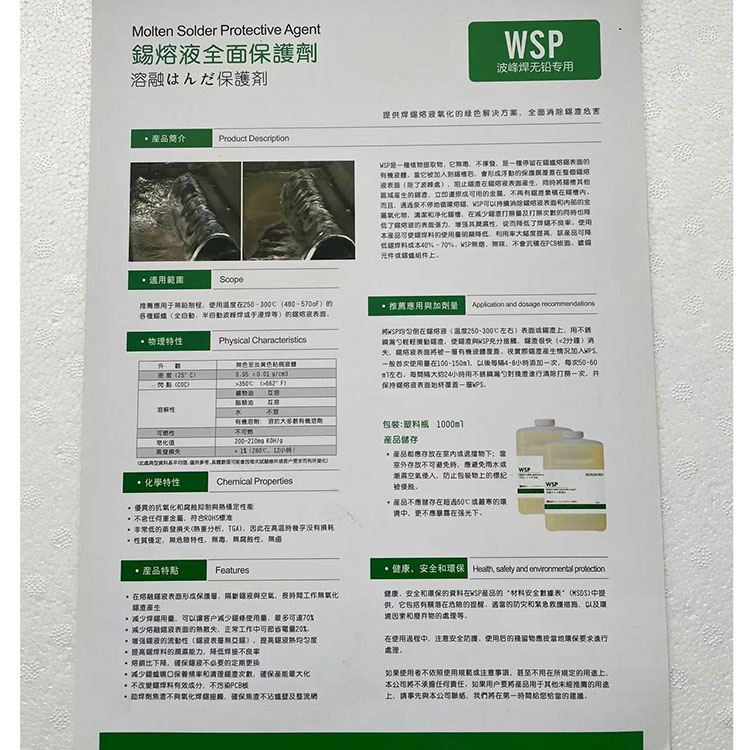
品牌:冈田牌锡熔液全面保护剂产品规格:1升/瓶执行标准:原装进口主要用途:保护锡熔液,还原锡渣外观:无色至淡黄色粘稠液体密度(25℃):0.95±0.01g/cm3闪点(COC):350℃(>662℉)熔解性:矿物油 互熔/酯类油 互熔/水 不熔/**熔剂:熔于大多数**熔剂可燃性:不可燃皂化值:200-210mg KOH/g蒸发损失:<1%(280℃,12小时)
由于各处的设定温度与PCB板面实测温度存在差异,并且焊接时受元件表面温度的限制,有铅波峰焊接的温度设定在245℃左右,无铅波峰焊接的温度大约设定在250-260℃间。在此温度下PCB焊点钎接时都可以达到上述的润湿条件。做无铅波峰焊接时必须要经常定时的对波峰焊锡炉进行用温度计进行。
无铅波峰焊温度曲线:
当PCB板从低温升入高温时,如果升温过快,有可能使PCB板面变形弯曲,预热区的缓慢升温,可缓减PCB板因快速升温产生应力所导致的PCB板变形,可有效避免焊接不良的产生。
无铅波峰焊预热一般讲PCB受热般120-150度在保证温度能达到以上要求以及保持元器件的升温速率(2℃/以内)情况下,此过程所处的时间为1分半钟左右。若**过界限,可能使助焊剂活化不足或焦化失去活性引起焊接不良,产生桥连或虚焊。
新技术新型防腐蚀铸铁锡炉,有效防止钎料腐蚀,5年包换,提高设备使用寿命及可靠性;低氧化装置,可控制氧化量低于0.3KG/小时;喷口、流道、叶轮设计,波峰平稳度可控制在0.5MM以内,提高设备的焊接品质。
我们公司本着“以信为天,以诚为本”的经营理念为宗旨,用热忱、优良的服务,让顾客满意。坚守“以人为本、以诚取信、以质取胜、以新争天下”的质量方针和“正正直直做人,踏踏实实做事”的企业精神。
- 商家产品推荐
- 锡熔液全面保护剂 江苏WSP锡熔液全面保护剂供应商 波峰焊无铅专用保护剂 华东WSP锡熔液全面保护剂合作 锡熔液全面保护剂 WSP锡熔液全面保护剂代理 波峰焊无铅专用保护剂 中山WSP锡熔液全面保护剂代理 无铅波峰焊专用保护剂 广州WSP锡熔液全面保护剂代理 Molten Solder Protective Agent 昆山WSP锡熔液全面保护剂合作 锡熔液全面保护剂 广州WSP锡熔液全面保护剂合作 无铅波峰焊专用保护剂 惠州WSP锡熔液全面保护剂代理 SMT富士康专用炉温测温仪讯鑫指定BESTDATA炉温测温仪金宝炉温测温仪供应商OPPO炉温测温仪供应商纬创炉温测试仪指定厂家波峰焊SMT配件供应商 石碣炉温测温仪SMT测温仪塘厦炉温测温仪长安炉温测温仪清溪炉温测温仪厚街炉温测温仪虎门炉温测温仪





{kind=link}