


- 2025-05-03 09:36 1540
- 产品价格:12.00 元/千克 起
- 发货地址:广东东莞常平 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:240114173公司编号:2617007
- 凡勇峰 经理 微信 13556683130
- 进入店铺 在线留言 QQ咨询 在线询价
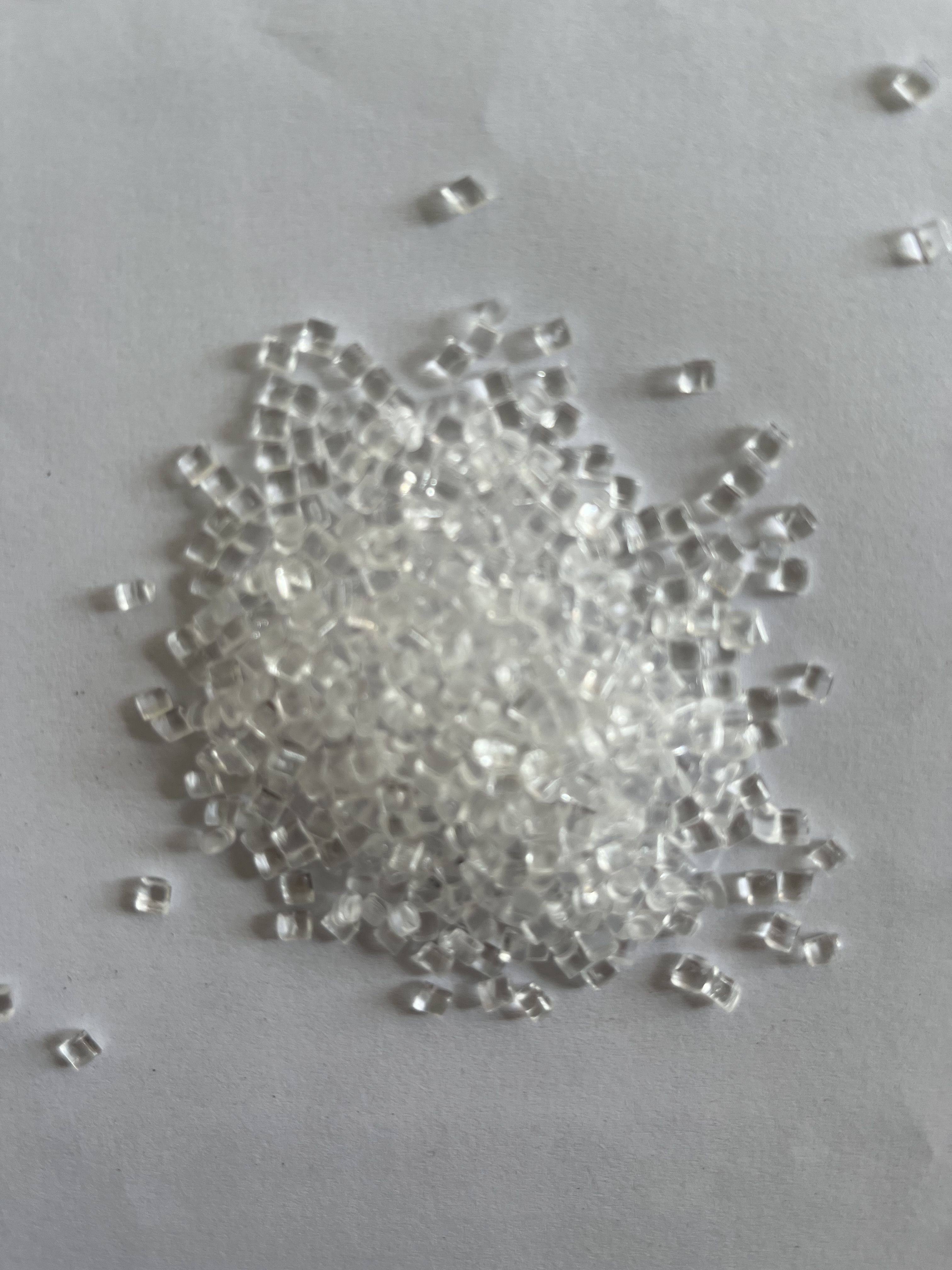
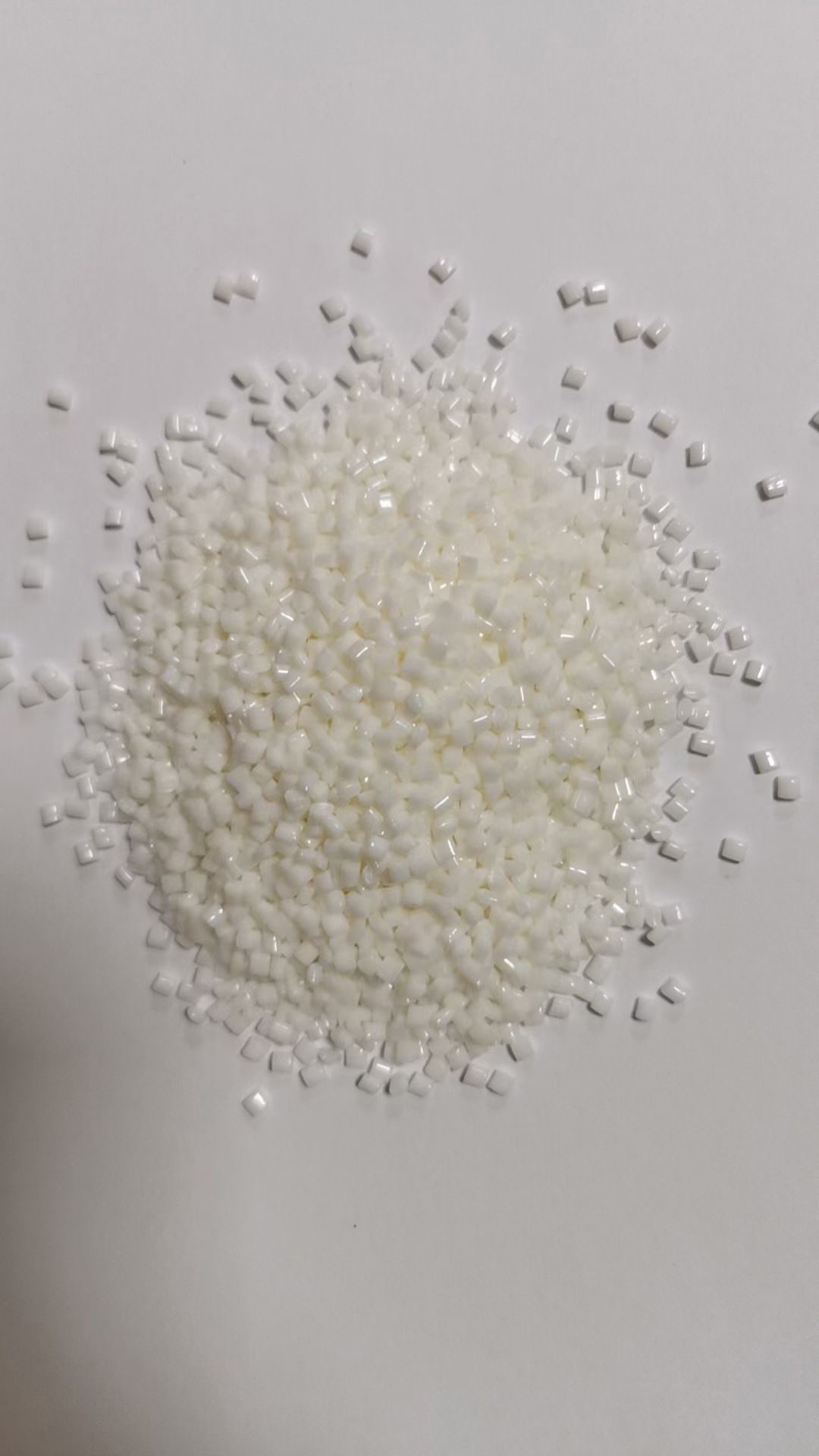
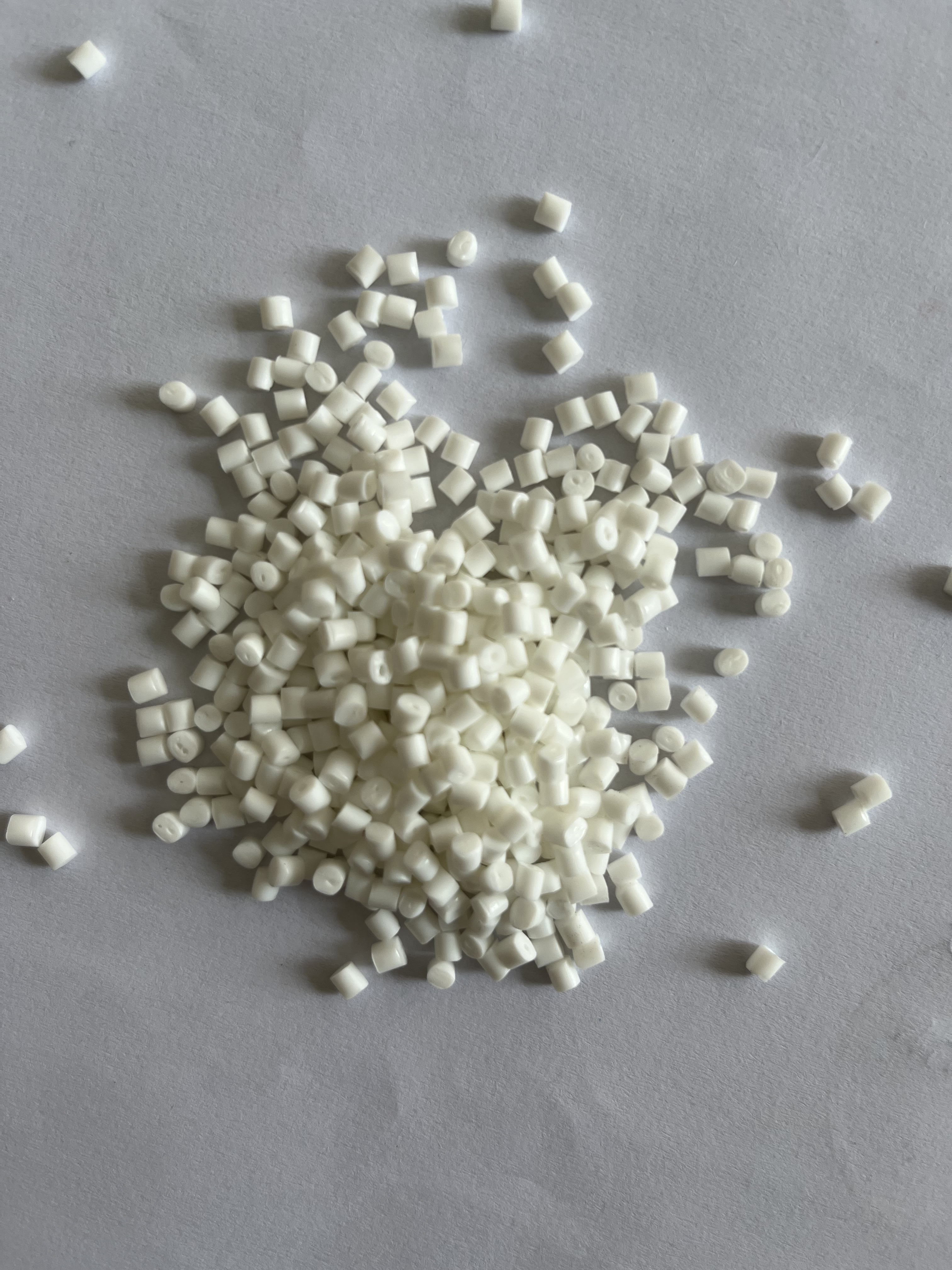
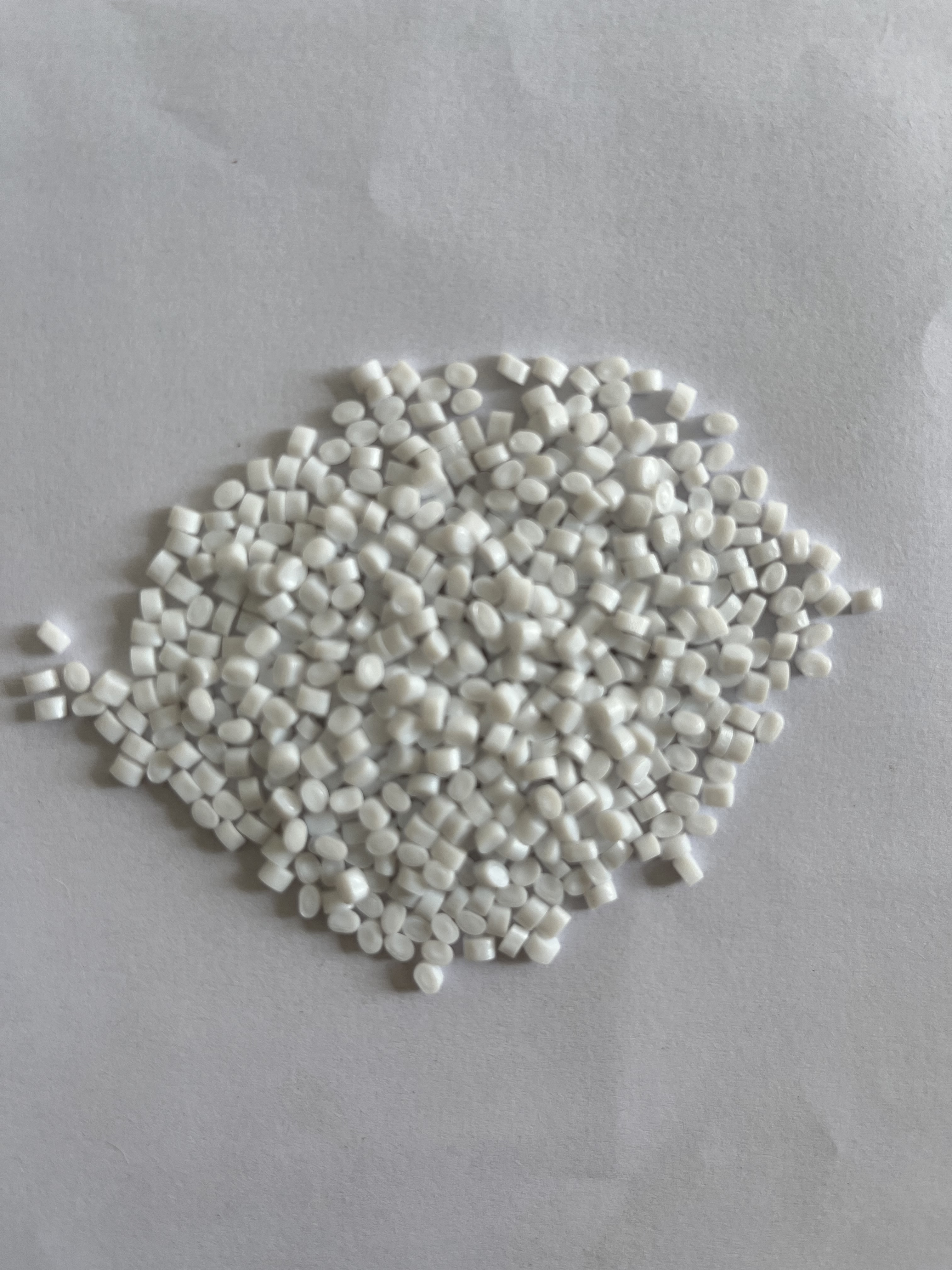
白底PC-3412ECR-厂家价格
- 相关产品:
3412ECR
PC特点编辑
1、高冲击强度、使用温度范围广。
2、高度透明性及自由染。
3、H.D.T.高。
4、电气特性优。
5、无味无臭对人体无害符合卫生安全。
6、成形收缩率低、尺寸性良好。
电子电器:CD片、开关、家电外壳、信号筒、电话机。
工业零件:照相机本体、机具外壳、安全帽、潜水镜、安全镜片。
易流动、冲击改性、**脱模级聚碳酸酯。
123
UL 评级为 HB,截至 10/97。当需要 V-2 等级时,推荐使用 200 系列。非卤化。17.5 MFR,适用于小而复杂的零件。紫外线稳定。
123M
LEXAN™ 123M 树脂是一种 18 MFR 聚碳酸酯。紫外线稳定。改进的内部脱模。UL94 HB 等级。
123R
LEXAN™ 123R 树脂是一种 18 MFR 聚碳酸酯,MVR 为 21。紫外线稳定。脱模。UL746C f1 等级。UL94 HB 等级。
123SRM
易流动、紫外线稳定、冲击改性、**脱模级聚碳酸酯。
124R
LEXAN™ 124R 树脂是一种 18 MFR 聚碳酸酯。21 MVR。专为食品接触而设计的等级。脱模。UL94 HB 等级。(对于 FDA、欧洲食品接触法规、日本、中国和**其他机构的声明,包括任何适用的限制,请联系您当地的 SABIC 代表)。
近年来,塑料产业以其高附加值、高增速和拥有广阔的市场潜力而备受瞩目,但由于,我国塑料起步较晚,价值相关技术领域和基础水平有限,内需产品仍然大量依靠进口。
目前美国不但是**器械生产国和出口国,也是重要的塑料制品的外包生产发包国。对我国众多一次性塑料制品生产商和出口商来说,美国市场的重要性是不言而喻的。了解今后美国塑料市场的走向,对我国器械业的新品开发非常有必要。
由于一些发展中国家如中国和印度器械工业的高速发展,今后美国必将有大量产品的外包业务转移至发展中国家生产,这已成为一种世界潮流。故塑料制品的外包生产也会影响国际塑料原料市场的走向。
LEXAN™ 131 树脂是一种 3.5 MFR 聚碳酸酯。UL94 HB 等级。用于吹塑或挤出。适用于注塑成型。
133R
LEXAN™ 133R 树脂是一种 3.5 MFR 聚碳酸酯,MVR 为 3。紫外线稳定。脱模。UL94 HB 等级。设计用于吹塑或挤出。适用于注塑成型。
134R
LEXAN™ 134R 树脂是一种 3.5 MFR 聚碳酸酯,MVR 为 3。用于食品接触的等级。脱模。UL94 HB 等级。设计用于吹塑或挤出。适用于注塑成型。(对于 FDA、欧洲食品接触法规、日本、中国和**其他机构的声明,包括任何适用的限制,请联系您当地的 SABIC 代表)。
141R
LEXAN™ 141R 树脂是 11 MFR 聚碳酸酯,MVR 为 12。脱模。UL94 HB 等级。
143
UL 评级为 HB,截至 10/97。当需要 V-2 等级时,推荐使用 200 系列。非卤化。10.5 MFR。紫外线稳定。
143R
LEXAN™ 143R 树脂是一种 11 MFR 聚碳酸酯,MVR 为 12。紫外线稳定。脱模。UL94 HB 等级。UL746C f1 等级。
144R
LEXAN™ 144R 树脂是一种 11 MFR 聚碳酸酯,MVR 为 12。专为食品接触而设计的等级。脱模。UL94 HB 等级。(对于 FDA、欧洲食品接触法规、日本、中国和**其他机构的声明,包括任何适用的限制,请联系您当地的 SABIC 代表)。
153R
LEXAN™ 153R 树脂是一种 MFR 为 2.5 的支化聚碳酸酯。紫外线稳定。脱模。UL94 HB 等级。设计用于吹塑或挤出。
161R
LEXAN 161R 是一种中等粘度的多用途等级,含有脱模剂以确保易于加工。LEXAN 161R 有透明、半透明和不透明颜色可供选择
作为**重要的聚碳酸酯市场,中国对于聚碳酸酯需求量大、增长速度快,但自给率低(不足四成)。近年来,国家了多个政策鼓励建设聚碳酸酯项目,科研单位在具有自主知识产权聚碳酸酯生产工艺方面取得突破,国内企业开始上马、扩建聚碳酸酯项目。
在通用工程塑料中,PC(聚碳酸酯)是具有良好透明性的产品。利用这一优点,PC 成功应用于很多领域,其中包括电子电器、用品、建筑节能、汽车部件等诸多正飞速发展的行业。
聚碳酸酯生产工艺比较复杂,在**只有少数几个大公司具备生产能力,国内的生产厂家都是外资或合资公司,随着北美和西欧地区在建筑和汽车行业方面需求的增加,地区尤其是中国正加大 PC 生产投资规模。
目前 PC 的生产工艺主要有酯交换法和法两种。前者由于需要馏出高沸点而难以达到高分子量。后者在反应过程中使用了这种剧毒原料,对于技术和安全环节提出了高要求,如果加上本身也具有毒性这点,PC 生产的准入门槛使其具有一定的垄断性。
针对上述现象,需从以下几个方面进行考虑和寻找解决方法:
(1) 工艺条件方面主要考虑熔融温度,一般要逐段降低机筒温度,特别是前两段的温度,而且针对不同的料使用不同的温度,如用聚乙烯(pe)改性PC生产大型电器制品,一般应将机筒温度控制在230℃左右;
再如用abs或PS改性PC生产开关、插座等小型电器件时,机筒温度一般应控制在250℃左右;而用pbt 改性PC生产灯饰制品时机筒温度一般应控制在280℃左右。当然,成型温度的终选定还要综合考虑制品形状、尺寸、模具结构、制品性能要求等方面。
其次是对原材料充分干燥,减少微量水分对热熔体催化裂解的可能。另外,若螺杆转速太快、背压太高、速率太快,以及喷嘴孔径、流道、浇口尺寸太小等都会使熔体产生高的剪切热,造成PC出现熔体破裂现象,而且易使模腔内气体不能及时排出,造成制品局部灼伤而变黑。
(2)设备方面由于PC熔体粘度高,流动性差,需要的注塑压力大,与金相接合力强,分解物对金属有强腐蚀性,所以在选择加工设备时,要求选用小型的或设计的、镀铬的螺杆,而且塑化系统不允许有死角、呆料、缺口、裂缝等情况出现。
一般说来,如果工艺条件没问题,而对空时发现熔料有变色现象,这说明塑化系统有问题,需逐一检查塑化系统,从喷嘴开始,到喷嘴法兰、三小件、螺杆、机筒。有时制品会每隔一段时间呈周期性地出现两三模大片变色的情况,这多半与塑化系统存在呆料有关,因
PC分解物**过一定量时具有自身催化作用,引发片熔体分解,特别是加入了阻燃剂的塑料。
这就要找出呆料点如螺杆粘料、存料,机筒粘料等,需通过清洗、修补、抛光加以解决。



{kind=link}